IoT in Manufacturing: Applications and Benefits Explained
The manufacturing industry is ready to leverage the power of Technology in the form of IoT like many other industries. The ever-increasing demand and customers’ expectations are working like fuel to keep the fire of competition alive. So, the IoT in manufacturing is helping to accelerate production tasks more than ever before.
Businesses that don’t use digital technologies can lag in the competition prevalent in the market. Manufacturing is the oldest industry and needs transformation to meet the demand and generate more jobs. Our IoT development company makes IoT devices for the Manufacturing, Real Estate, Education, Food and Beverage, and Fitness industries. There are many other firms that also work for the same. It is because the demand for manufacturing IoT solutions is increasing in most companies.
For efficient work and to enhance production in manufacturing companies, IoT solutions uncover new ways. You can operate the supply chain operations effectively with the help of the industrial IoT solution and much more. So, get ready to explore our informative blog to enhance your knowledge.

Popular Digital Trends in Manufacturing Businesses
The manufacturing industry is vast and produces different types of products. So, it needs various digital tools. With time, many new digital products and technologies started to use in the manufacturing processes. What are the trends in 2022 for smart internet of things manufacturing? Let’s know them.
- IoT
- AI and ML
- Robotics
- Big Data
1. IoT
When sensors and devices are connected to the internet for collecting and improving industrial activities are called IoT (Internet of Things). IoT development for manufacturing industries is transforming traditional factories. You will get to know how later because this blog is all about IoT.
2. AI and ML
Artificial Intelligence and Machine Learning technologies are used to analyze the raw data and make AI development models to predict the information.
3. Robotics
Robots work in industries alongside humans. They are mostly used for fatal works at the factory and to assist human workers. They can work without taking breaks from assembling the raw materials to manufacturing the final product.
4. Big Data
Big data and industrial analytics help manufacturer to manage, update and analyze consumer and product information. Moreover, helps to decrease the cost and downtime of manufacturing.
What Is the Industrial Internet of Things?
Before you move ahead to know how IoT devices are affecting the production process with the digital transformation, you need to know what is exactly the Industrial Internet of things (IIoT). Look at the picture below.
It shows how IoT, one of the emerging technologies is helping in manufacturing. The IoT devices are doing the work that humans used to handle. You can notice, that it is a hazardous job.

The fully equipped digital products, IoT, or Robots connected to the internet are used for safe production. So, the use of smart IoT sensors and devices connected to the internet in the manufacturing industry is called the Industrial IoT.
Also Read: Exploring IoT in 2023: 7 Hot Trends in the Internet of Things
Top 5 Industrial IoT Trends
How the internet of things for manufacturing is used by companies? What are the ways for leveraging IoT data in the manufacturing industry in 2022? You can know everything in this write-up. Here are the top 5 IoT development trends for industrial digital transformation.
- M2M Automation
- Employees’ Safety
- Product Design
- IoT Supply Chain Analytics
- Security and Privacy
Let’s read about each trend in the detail below.
1. M2M Automation
When two or more devices communicate, it is called a Machine to Machine automation. IoT technology uses data for automated operations and communications without human intervention. For M2M automation, both wired and wireless communications can work effectively.
2. Employees’ Safety
On the manufacturing floor employees’ safety is crucial. So, many industries adopt IoT robots for hazardous work. Industrial IoT allows tracking of workers’ health and risky activities to save them from the risk of an accident while working. For example, IIoT is used in the Gas and Oil industries to monitor gas leakages.
3. Product Design
Easy and effective product design attracts customers and they can find the information quickly. Easier access to products and services is possible with product designs. The manufacturers can create better products with embedded IoT sensors.
4. IoT Supply Chain Analytics
The users can know the location of the goods and supplies with the help of a sensor. The ERP solutions like Epicor work effectively with IoT technology. It helps to analyze and share data throughout the business. From stocking the goods and products to quality control, IoT supply chain analytics enables a company to operate impeccably.
5. Security and Privacy
Security and privacy of the data are crucial for any organization related to the production of items for smart manufacturing. IoT solutions for manufacturing should be authenticated and secured in all possible ways. Many businesses go for cloud computing because they are less prone to data breaches. You can take the help of information assurance services to keep your IoT data.

Benefits of IoT Solutions in the Manufacturing Industry
According to the Dublin report 2020; The global IoT market in manufacturing was valued at USD 221.18 billion in 2019 and it is expected to reach USD 575.36 billion in 2025. To match the increasing demand for transparency and traceability, many manufacturing companies started to use IoT devices for data collection and analysis. It makes the whole process transparent. It is happening because IoT in manufacturing offers many advantages. Here are the crucial ones.
- Facility Management
- Predictive Maintenance
- Asset Tracking
- Process and Behavior Monitoring
- Connecting Remote Assets
You can read about each benefit in the detail below.
1. Facility Management
IoT devices can examine the environment feasible for the work or not. They can examine conditions like humidity, temperature, and vibrations and inform about the negative environment. Therefore, when many times non-favorable conditions affect the health of the workers and lead to hazardous situations for the company, the concerned person can know already.
2. Predictive Maintenance
If you get to know what danger can occur in advance, you and your team can stop that danger. Many devices help to predict the risks. Moreover, they can predict defects in tools and machinery. Likewise, industrial IoT systems are getting popular.
3. Asset Tracking
You can track your products in the supply chain and know where they are or what is the stage of production with the help of smart asset tracking solutions. The stakeholders can know the process of development and identify whether the product is ready or not.
4. Workplace Safety
IoT with the combination of other technologies works effectively for safety in the workplace. Smart factories enable IoT devices and sensors to provide the continuous status of the manufacturing floor. Moreover, the IoT wearables can also help the workers to know the chances of risks at the place they are standing.
5. Connecting Remote Assets
The IoT in manufacturing uses connected remote assets for intelligent operations. Likewise, digitally connected assets allow organizations and businesses to facilitate remote monitoring of vital physical equipment. You can uncover valuable IIoT insights for manufacturing to optimize performance.
Manufacturing companies are undergoing a massive change. Huge spending in the industry is increasing over the years. From rapid prototyping and cloud computing to production and performance analytics, you can notice the digital transformation in all the aspects of business operations of the IoT in manufacturing. Have a look at the image below to know worldwide spending on the Internet of Things.

IIoT Adoption in Manufacturing
Here are the vital adoption drivers in IoT in manufacturing.
- Cost Reduction
- Mass Customization
- Improved Safety
- Shorter Time to Market
Let’s read about each one in the space below.
1. Cost Reduction
Cost reduction is one of the main reasons that IoT for manufacturing is thriving. The technology leads to more agile operations, efficient energy use, and reduce downtime. Likewise, companies can reduce costs for manufacturing because most of the work is done automatically with the help of IoT. From the manufacturing to the customer IoT devices reduce the cost of the entire process.
2. Mass Customization
Mass customization leads to a massive increase in the variety of produced SKUs. It helps to make the inventory more diverse. Often tracking the manufacturing operations become burdensome and in many cases turns out to be unmanageable. In this case, IoT helps with mass customization by becoming a source of real-time data required for intense forecasting.
3. Improved Safety
Safety is the most common driving force for IIoT adoption in manufacturing. IoT replaced the traditional ways of keeping the workplace and employees safe from hazardous incidents. Moreover, it has improved safety with smart devices connected to the internet. Also, the IIoT devices track the movement of the employees with smart belts and vests.
4. Shorter Time to Market
The use of technologies in the manufacturing industry accelerates the production cycle. It saves time for market research. Even many devices help in market research and provide reliable information. For example, Harley Davidson used IoT to reconfigure its York, PA manufacturing facility and managed to reduce the time required for motorbike manufacturing from 21 days to only 6 hours.
Three Dimensions of IIoT’s Impact
Technology is evolving in the manufacturing industry as new products and production ways are coming up. It is improvements across the three dimensions of digital transformation. Let’s know about these dimensions to understand the use of IoT in manufacturing more effectively.
- Dimension 1. Shop floor and field operations visibility
- Dimension 2. Visibility into the manufacturing supply chain
- Dimension 3. Visibility into remote and outsourced operations
You can know about these dimensions in more detail below and explore them from the IIoT manufacturing applications’ perspective.
Dimension 1: Shop floor and field operations visibility
IIoT technologies in manufacturing put forward a revolutionary level of visibility on the shop floor and field operations. Likewise, leads to handy control over enterprise resources. You can stop ERP and MES to come to their limits with the help of IIoT technologies by filling the gap between both. Moreover, the large amount of data is difficult to be handled by humans. IoT helps to get rid of this problem with real-time equipment status records, inventory items locations, and more.
In addition, IoT provides consistent and reliable data for increasing manufacturing process productivity. According to the IBM report, using IoT manufacturing solutions increase manufacturing process optimization. It increases the production line by 20%.
Applications supporting manufacturing operations and applications facilitating industrial asset management are higher levels of vertical visibility.
- Internet of Things Driven Manufacturing Operations
As per the research 2025 by Mckinsey, the evolution and advancement in IoT applications could be more than USD 470 billion per year. IoT applications prove effective for monitoring and optimizing equipment performance, human-to-machine interaction, production quality control, and many other tasks.
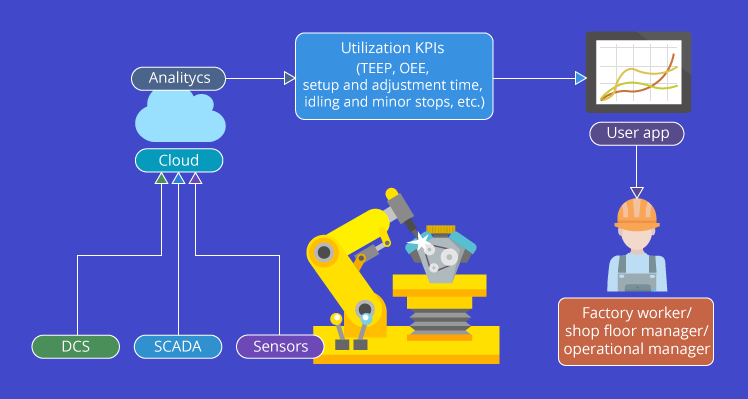
- Monitoring Equipment Utilization
Machine utilization can increase manufacturing productivity by 10-25% and produce around $1.8 trillion in global economic value by 2025. With the help of industrial internet devices in the manufacturing field, businesses can monitor in real-time what is happening at every point of the production process.
You can find the actual operating speed, run time, product output, and more with the help of sensors, SCADA, or DCS systems. The data is collected in real-time and transferred to cloud platforms for processing. To convert the data into informative insight cloud collects it effectively. Thereby, you can know the insights for equipment utilization KPIs like Idle and adjustment time, TEEP, OEE, etc. After the data is analyzed, it is shown to the factory workers via a user app.

- Product Quality Control
You can find about the quality of the product manufactured in two ways:
- Inspecting work in progress or monitoring the conditioning
- Calibration of machines used for the production
Although WIPs provide more accurate results and uncover minor defects, some limitations can hinder the methods’ usage.
- Quality control based on WIP inspection is used for discrete manufacturing only.
- It is difficult to inspect every WIP which is why the method showcases a fractional view
- WIPs can be constantly because they are inspected manually
With the simple binary inspection “Good” or “Not good” you can detect the bottlenecks in the manufacturing processes. Moreover, it identifies the badly tuned and under-performing machines to prevent timely damage to them. And you can mitigate the risk at the bud by identifying a threshold.
- Monitoring Safety
Workers on the sight of mining, oil, gas, and transport receive RFID tags on the basis of their heart rate, skin temperature, galvanic skin response, and other parameters. The data is collected about the workers through sensors and is analyzed against contextual data such as environmental sensors, legacy work planning systems, and weather feeds to detect unusual behavior patterns.
Thereby, the company can prevent its workers from getting sick during work. The device can detect for example sudden vertical movements, unusual heart rates, and many other health problems. For example, a sudden increase in the heart rate, and no movement patterns for some time, show the person is might suffering from overheating. In this situation, the concerned person should be informed about the worker.
-
IoT for Industrial Asset Management
Proper asset management leads to cost reduction as the company doesn’t have to buy new resources soon. Asset management with the help of IoT increases the equipment service life, improves reliability, and offers the best results on assets. The IoT for industrial Asset management provides the below-mentioned services.
- Inventory management: It helps the manufacturers to automate inventory tracking and reporting, know the location of individual inventory items, and optimize the lead time. So, smart inventory management solutions can save up to 20% to 50% of an enterprise’s inventory carrying costs. Likewise, inventory management solutions in manufacturing are based on IoT and RFID technologies.
- Industrial asset tracking: If we consider Zebra’s 2017 manufacturing vision study; smart IIoT solutions for asset tracking based on RFID and IoT can overtake traditional, spreadsheet-based methods by 2022. Moreover, it provides accurate results about the enterprise assets on statuses, locations, and movements. This technology can eliminate the burden of making mistakes while tracking traditionally.
- Predictive maintenance: Factory equipment maintenance costs can be reduced by 40% and generate an economic value of $630 billion annually by 2025; according to the report by Deloitte. Continuous equipment condition monitoring is vital for predictive maintenance. Once the data is collected it is transmitted to the cloud. Here sensor readings are combined with metadata that is configuration, equipment’s model, and operational settings. The history of the data helps the equipment for better predictive maintenance.
-
Dimension 2: Visibility into the manufacturing supply chain
Supply chain visibility (SCV) is the ability of components, products, and parts to look clear to the manufacturer so that he can track them to the final destination. The main purpose of SCV is to make the data readily available for all the stakeholders and the customer as well. Since the companies have started outsourcing supply chain planning, they lost visibility and control over it.
SCV is basically a part of Enterprise Resource Planning. It can improve cost efficiency by 10%. The manufacturers can make better decisions with SCV because they can have real-time insight into the location, condition of every object, and status at any stage of the supply chain. So the manufacturer can have data about location and properties like production date and shelf life. Let’s understand it with an example.
1535 items of SKU X are in warehouse 3, of those
- 1000 items were produced 12 days ago
- 535 items were produced 22 days ago
IoT will monitor the condition of both types of items when they come in the first place, second, the components and goods can be monitored on the route. This monitoring is important for the manufacturers to check the breakable and perishable items (eg. food, glassware, pharmaceuticals, and nanomaterials).
Let’s understand it better with an example. Consider a pharmaceutical company sending its items through a third-party logistics service provider. The sensors will be attached to the container that has the material. It will monitor the temperature inside the container. Suppose, the cooling system fails, in this situation, the sensor inside the container detects the deviation from the recommended threshold.
The manufacturer or the concerned person can know that delivery conditions have been violated so he can take a decision. Now the cooling system will be reset and the next steps continue. It will save the medicines from getting spoiled.
-
Dimension 3: Visibility into remote and outsourced operations
The complexity of the global supply chain leads to planting the manufacturing factory in some remote locations. Many times local talent is not enough for the production. As a result, the manufacturer has to include remote workers. So, when you build or buy a manufacturing facility in a city, state, or country still you have to manage the production standards like industrial automation, predictive maintenance, material testing, and more.
If you try to monitor production with traditional methods, it would not be feasible and even cost you a lot. So, the production standards can be monitored with IoT. The IoT-based predictive maintenance can eliminate the need for the local team for maintenance and you can get updated information directly. Moreover, you can know about real-time equipment efficiency metrics.
For example. The manufacturing affiliate in Texas enables the concerned managers in California to access real-time data about the changes in temperature and condition parameters. The managers get to know about the possible overload conditions, breakage, violations in the standard operating procedures, and any other issues.
IoT provides equal opportunities for small to large enterprises. It drives improvements in the manufacturing processes and provides equal transformational opportunities the employment also.
Challenges of IoT Adoption in Manufacturing and Business
There are many significant concerns regarding enabling IoT in manufacturing. Enabling IoT in any manufacturing company is quite tedious at first. The company has to face many challenges for the same. Know about the challenges of IIoT adoption below.
- Data Security/Privacy Issues
- Lack of Qualified Employees
- Large Investment Is Required
- Integration with Operational Technologies
Have a closer look at each challenge for a better understanding.
1. Data Security/Privacy Issues
The internet of things in manufacturing industries has the risk of cyberattacks. Forbes, a global media company, that focuses on businesses, reported each IoT device represents an attack surface.
2. Lack of Qualified Employees
Around 72% of businesses have a shortage of people at the management level who have experience in IoT. Specific skills lack in the people required for IoT in manufacturing. So, it’s a big challenge for a company to find qualified employees.
3. Large Investment Is Required
Enabling industrial IoT manufacturing requires a large investment because of spending on hardware (sensors and gateways), software, connectivity, cloud storage, administrative labor, and technical support.
4. Integration with Operational Technologies
The integration of IoT in manufacturing without data losses and security inconsistency is the biggest challenge for many companies. Different IoT systems have various objectives and the company has to enable operational technologies as per the requirements for the integration.
Wrapping Up
IoT in manufacturing works like wonder and maximizes production. In many factories, the use of this technology has become common. Technource builds applications in IoT and helped many industries. It develops IIoT application design for the manufacturing industry. You can also hire experienced developers for your project at any time.

Request Free Consultation
Amplify your business and take advantage of our expertise & experience to shape the future of your business.
Offices


{kind=link}